Pharmaceutical Clean Room Qualification

Sterile Area Cleanroom Qualification Pharmaceutical Guidelines

Guide To Commissioning And Qualification

Basic Clean Room Design Requirements And Considerations

Cleanroom Validation Quality Of The Product To The Front

Clean Room Qualification And Hvac Systems Testotis Com

Clean Room Design Considerations Technique Portafab
Cleanroom qualifications are a huge investment of a company s money time and resources.
Pharmaceutical clean room qualification. Clean room in pharmaceutical manufacturing room is designed and controlled and maintained to attain a highest level of clean environment so as to prevent microbial bacterial and viral and particulate matter contamination. With them we can ensure that customers have access to the quality products that they need. To confirm the purpose of the pharmaceutical cleanroom to discuss the relevant guidelines and regulations for pharmaceutical cleanroom commissioning certification and validation to discuss the cleanroom validation procedures 1. Iso 14644 1 2015 cleanrooms and associated controlled environments part 1 2.
The digital edition is available online. Commissioning and qualification are critical steps in the pharmaceutical drug and biologic supply chain process. This article is featured in the may 2019 issue of cleanroom technology. Initial clean room qualification includes in part an assessment of air quality under as built static conditions.
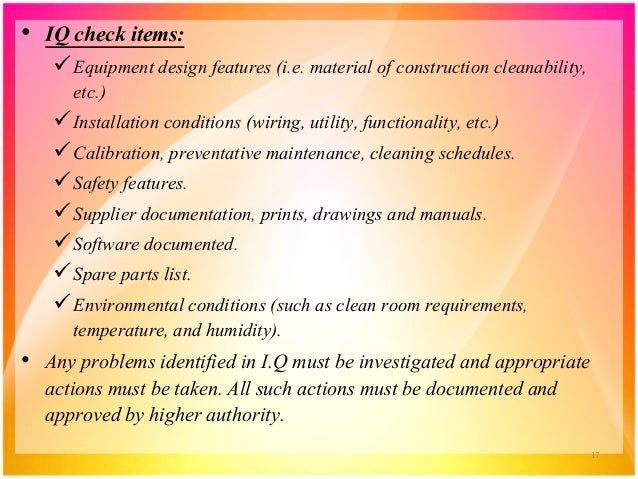
Sterile area cleanroom qualification sterile area validation has different tests like air supply air velocity air changes flow pattern filter integrity pressure test particle count temperature recovery test microbial count relative humidity noise level and vibration test. Certification procedures iq and oq. A clean room gmp cleanroom in my mind are a combination of engineering design fabrication finish and operational controls control strategy that are required to convert a normal room to a clean room.

Cleanroom Validation Gmp Iq Oq Pq Qualifications Hvac Commissioning

Cleanroom Garments Risk Focus Meets Quality By Design

How Are Cleanrooms Validated Angstrom Technology

Qualification Of Cleanrooms For Injection Molding Mddionline Com

Clean Room Qualification Hvac Qualipharma

Cleanroom Validation Gmp Iq Oq Pq Qualifications Compressed Air

Pharmaceutical Qualification And Validation Tips To Get Through Nightmares

Clean Room Services Lexamed

How To Guide Pass Box Qualification

Validation Pharma Group Baltic Pharmaceutical Engineering Gmp Consulting And Validation Gmp Monitoring System Tarqvara Ems
Clean Rooms And Hvac Systems Eca Academy

Eu Gmp Annex 15 Revisions Improving Qualification And Validation
Commissioning And Qualification Ispe International Society For Pharmaceutical Engineering

Environmental Monitoring From Sampling Plan To Data Analysis

Clean Room Cabinets Thermal Requalifications Telstar

Cleanroom Monitoring Per Annex 1 Draft Particle Measuring Systems

Problems Associated With Pharmaceutical Cleanroom Areas Pharmaceutical Areas Clean Room

Temperature Mapping Validation For Cold Rooms Freezer

Cleanroom Validation Basic Principles Blue Thunder Technologies

Environmental Monitoring Performance Qualification Empq Risk Assessment American Pharmaceutical Review The Review Of American Pharmaceutical Business Technology
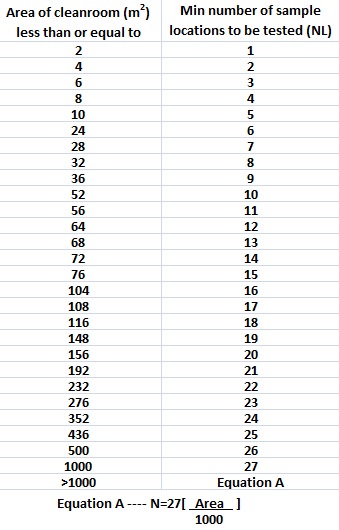
New Changes In Iso 14644 1 Classification Of Air Cleanliness Pharmaceutical Guidelines

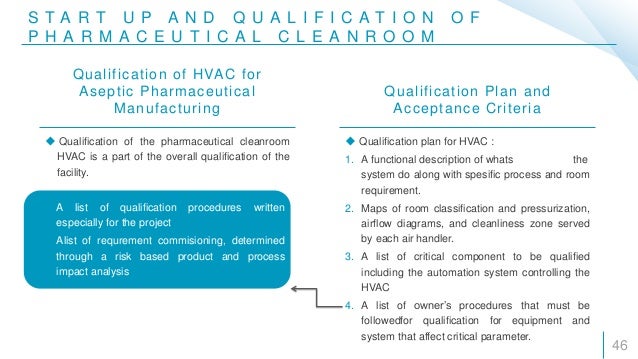
Hvac System Validation Pharmaceutical Guidelines
Clean Spaces

Table2 Pharmaceutical Technology

Cleanroom Validation Gmp Iq Oq Pq Qualifications Compressed Air

Usp 797 Clean Room Guidelines Standards For Sterile Compounding Labs

Focusing On The Operator Reducing Facility Environmental Contamination American Pharmaceutical Review The Review Of American Pharmaceutical Business Technology

Draft Annex 1 Cleaning And Disinfection Clarified

Ejpps Pt 1 Pharmaceutical Cleanroom Class

How Ready Are Your Cleanrooms For Annex 1 Updates American Pharmaceutical Review The Review Of American Pharmaceutical Business Technology

Cleanroom Classification Particle Measuring Systems

How Clean Is Clean In Drug Manufacturing Cleaning Validation Level Of Maturity American Pharmaceutical Review The Review Of American Pharmaceutical Business Technology
Https Www Eahp Eu Sites Default Files Files Beaumont Pdf

The Roadmap For Supplier Qualification
Https Www Asiapharmaceutics Info Index Php Ajp Article View 349 333

B Braun Medical The Journey To A Compounding Aseptic Production Unit
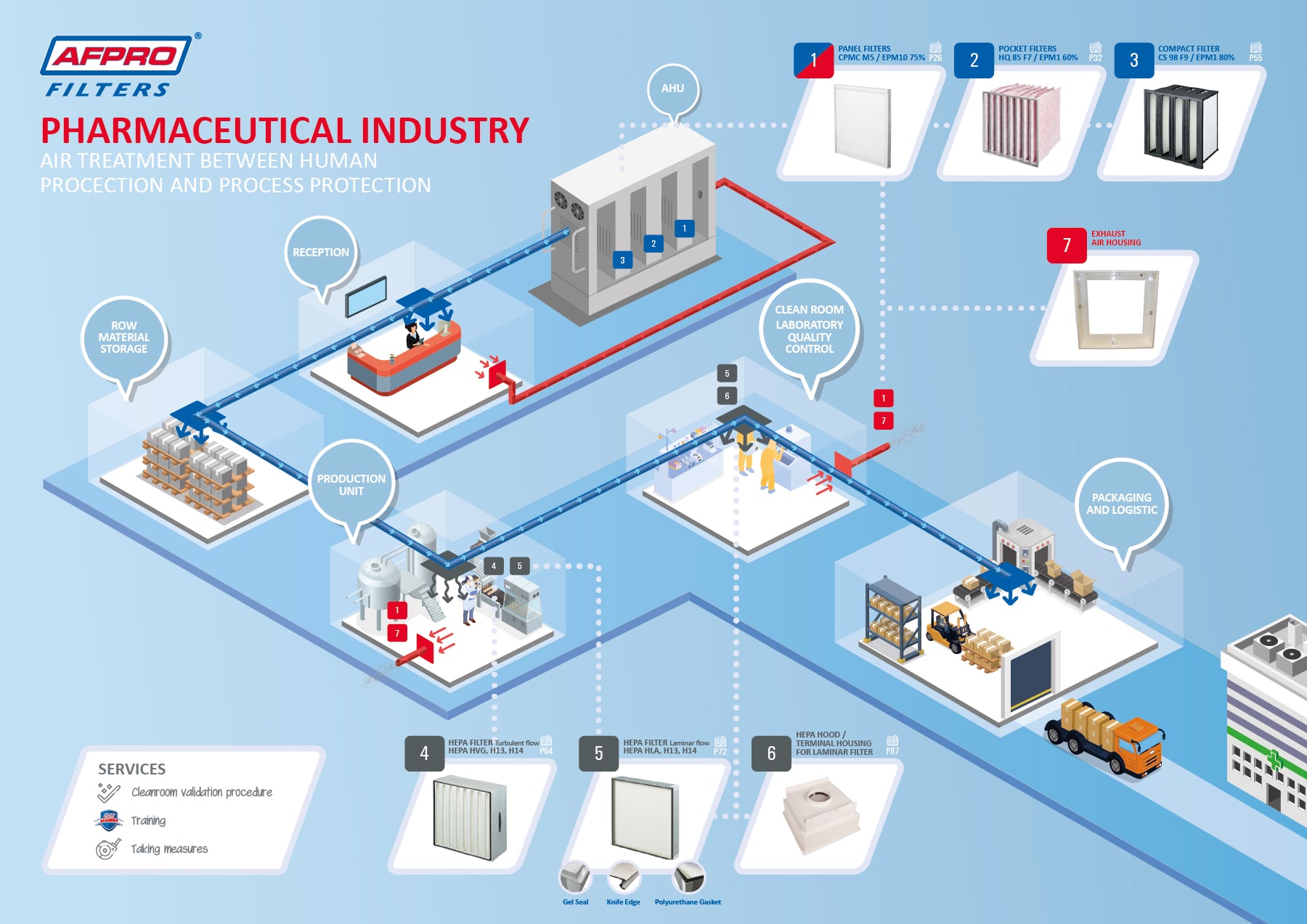
Air Filtration For Pharmaceutical Industry Afpro

Quality Risk Management Qrm Ispe International Society For Pharmaceutical Engineering

Qualification Engineering Pqe Group
Pharmaceutical Calibration Qualification And Validation An Introduc

Gxp Global Solutions Qualipharma En

Qualification Of Equipment Facilities Telstar

Making Sense Of Particle Counters

